

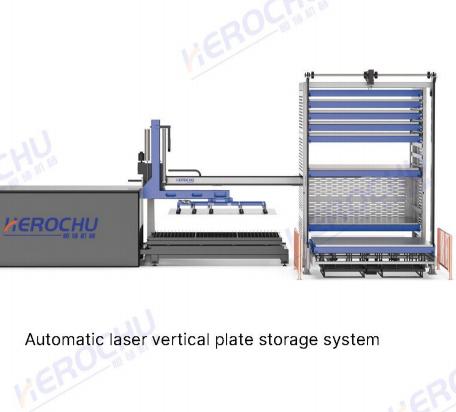



Automatic Sheet Loading System for Laser Cutting Machine
Herochu automatic sheet loading system for laser cutting machines eliminates manual handling bottlenecks. 50 m/min gantry speed, sub-millimeter positioning, 90-degree rotation, and one-to-two continuous loop coordination for lights-out production.
Automatic Sheet Loading System for Laser Cutting Machine
A fiber laser cutting machine running at full capacity can process several tons of sheet metal per shift. The cutting technology itself has matured to the point where resonator power, beam quality, and traverse speed are no longer the primary constraints on throughput. Instead, the binding constraint in most fabrication shops is the time gap between cutting cycles — the minutes lost to manual loading, part extraction, and skeleton removal.
Herochu’s automatic sheet loading system for laser cutting machines targets this specific productivity loss. Rather than treating the loader as a convenience feature, Herochu engineered it as a throughput multiplier: a system that keeps the laser cutting continuously by executing all material handling operations in parallel with the cutting cycle. The result is a jump in machine utilization from the 50%–60% range typical of manual handling to sustained rates above 85%, with the potential for fully unattended night-shift operation when paired with vertical storage towers.
This article examines the loading workflow, multi-machine coordination logic, motion specifications, and economic impact of Herochu automatic sheet loading systems in laser cutting environments.
The Loading Cycle: How Automated Sheet Placement Works
The automatic loading sequence on a Herochu system proceeds through a defined series of motions, each optimized for speed and placement accuracy.
The cycle begins at the material storage interface — typically a multi-tier vertical cantilever tower containing raw sheet inventory organized by material grade and thickness. The gantry traverses to the designated storage tier, extends its Z-axis lift assembly with the vacuum end-effector deployed, and executes a pickup routine: cup contact confirmation, vacuum pull-down, and the integrated sheet separation sequence that prevents oil-film double-sheet adhesion. Load cells weigh the gripped sheet and the PLC compares the reading against the expected weight for the material specification called out in the active job file. A match clears the gantry to proceed; a mismatch triggers a re-check or operator alert.
With the sheet secured, the gantry accelerates along its horizontal axis toward the target laser cutting machine. Travel speed reaches up to 50 meters per minute, meaning even a gantry spanning a 20-meter shop axis covers the distance in under 25 seconds. During transit, the control system monitors vacuum pressure in each suction zone, verifying grip integrity through continuous sensor feedback.
If the job requires the sheet to be rotated — for example, plates stored lengthwise in the tower that must feed crosswise into the laser bed — the end-effector’s pneumatic rotary axis executes a 90-degree rotation mid-transit. This in-air rotation capability eliminates the need for floor-level reorientation stations or manual repositioning.
At the laser cutter, the gantry decelerates into a precision positioning sequence. High-resolution encoders on all axes guide the sheet into its programmed drop-off coordinate on the shuttle table. The system achieves sub-millimeter repeated positioning accuracy, which matters for two reasons: first, it ensures the cutting program’s nested part layout matches the physical sheet position; second, it prevents the cutting head from unintentionally traversing outside the sheet boundary and cutting into the machine bed slats.
Vacuum release is sequenced rather than instantaneous. The PLC releases pressure in a controlled bleed-down that prevents the sheet from shifting or bouncing on the table surface as the cups disengage. Once the gripper is clear, the gantry retracts and the laser cutter begins its cycle — the entire loading sequence having consumed seconds rather than minutes.
Unloading: Clearing Parts and Skeletons Without Operator Intervention
The unloading half of the cycle presents different challenges than loading. Finished cut parts may be loose on the table, separated from the skeleton frame but not yet removed. The skeletal scrap itself is a perforated frame — thin webs of residual material connecting the void areas where parts have been extracted — that resists uniform gripping.
Herochu handles unloading through the same zoned vacuum end-effector used for loading, but with zone activation patterns tailored to the post-cut geometry. When unloading cut part nests, the control system activates only the vacuum zones positioned over solid part surfaces, referencing the nesting layout data from the cutting program. Zones over cut-out areas remain sealed, preserving vacuum pressure in the active circuits.
For skeleton frames — where as much as 40% to 60% of the original plate area has been removed — the zoned approach becomes essential. A non-zoned vacuum lifter would lose grip the moment enough cup area spanned open cut-outs. Herochu’s system maintains grip by concentrating vacuum on the remaining solid web areas, verified by pressure feedback from each independent zone.
The unloaded parts or skeleton travel to the designated output zone — a scrap bin, a part-sorting conveyor, or a finished-goods pallet — at the same 50 m/min traverse speed. The gantry deposits the material and immediately begins the next loading sequence, creating a continuous flow from storage to machine to output with no operator handling steps.
One-to-Two Configuration: Parallelizing the Workflow
Herochu automatic sheet loading systems achieve their highest throughput in a one-to-two configuration, where a single gantry serves two laser cutting machines operating in parallel. This architectural choice reflects a fundamental insight about laser cutting economics: the gantry moves material faster than the laser cuts it, so a single handling system can keep two cutting stations fed without either machine waiting.
The operational loop runs as follows. Laser Cutter A starts a cutting cycle. The gantry retrieves a raw sheet from storage and stages it in ready position above Cutter B. Cutter B’s shuttle table opens — either because it just completed its previous cycle or because it is the next machine in the production queue — and the gantry loads the sheet. During Cutter B’s cutting cycle, the gantry returns to Cutter A, reclaims the finished parts or skeleton, deposits them at the output zone, retrieves the next raw sheet for Cutter A, and stages for loading. The moment Cutter A’s cycle completes, the gantry loads the fresh sheet and the loop continues.
This continuous-loop architecture eliminates the sequential dependency between loading and cutting. Neither machine enters an idle-waiting-for-material state because the gantry completes its loading and unloading moves within the cutting cycle duration. From a production scheduling perspective, material handling drops out of the critical path — it executes as a parallel background process.
The one-to-two configuration also creates redundancy. If one laser cutter goes down for maintenance, nozzle changes, or job changeover, the gantry continues serving the remaining machine without interruption. The production impact of a single-machine stoppage is confined to that machine’s throughput, rather than cascading into a system-wide halt as would occur in a conveyor-based or shuttle-car material delivery architecture.
Positioning Accuracy and the Cost of Misalignment
The sub-millimeter positioning specification on Herochu loading systems is not an abstract precision claim — it has direct consequences for part quality, scrap rate, and machine protection.
When a laser cutting program nests multiple parts on a single sheet, the cutting paths are programmed relative to a reference corner of the sheet. If the physical sheet lands 3 mm off that reference position, every part on the nest shifts by 3 mm. In a tight nest where parts are spaced with only a few millimeters of web between them, this shift can push cutting paths across part boundaries, generating scrap on both adjacent parts. Worse, if the shift moves a cutting path partially off the sheet edge, the laser beam strikes the machine bed slats rather than the material, damaging the slat surface and creating an unsafe operating condition.
Herochu achieves positioning accuracy through three system-level factors. First, the gantry frame’s precision-machined rail mounting surfaces ensure that linear guide axes remain parallel over the full travel span, eliminating the cumulative tracking error that develops when rails drift out of parallel. Second, high-resolution encoders on each axis provide closed-loop position feedback to the servo drives, correcting for any deviation from the commanded trajectory in real time. Third, the vacuum end-effector’s controlled bleed-down release prevents the sheet from shifting or bouncing during the final placement moment — a common source of positioning error in systems that release vacuum instantaneously.
The practical outcome is that sheet placement becomes a non-variable in the cutting process. Operators spend zero time adjusting sheet position after loading, the cutting program executes as programmed, and the scrap rate attributable to misalignment approaches zero.
Control Integration and Production Data
The Siemens PLC that governs Herochu loading system operation does more than execute motion commands. It serves as a production data hub, capturing cycle times, material consumption, and machine utilization metrics that inform continuous improvement and production planning.
The HMI touchscreen displays real-time operational parameters: gantry position along all axes, vacuum pressure in each zone, material weight, storage tower inventory levels, and machine status indicators for each connected laser cutter. Historical data logging tracks cycle-by-cycle performance, building a database of load times, unload times, material throughput, and machine utilization rates that supervisors can review by shift, day, or week.
Inventory tracking integrates with the storage tower’s tier-assignment logic. Each raw sheet retrieved from the tower is decremented from the inventory count for its material specification. When a tier empties, the system can automatically switch to the next tier of matching specification or alert the operator to replenish. This automated tracking eliminates the manual inventory counts and material reconciliation that consume supervisor time in manual-handling environments.
Job queuing allows production planners to pre-load cutting programs into the control system, each specifying the material grade, thickness, sheet size, and nest layout. The system retrieves sheets in sequence, feeding each machine according to the queued job list. When the last job in the queue completes, the system can either pause and await new instructions or continue running a pre-programmed repeat batch — the configuration choice that enables lights-out manufacturing.
Unattended Operation: The Lights-Out Manufacturing Case
The economic ceiling of laser cutting automation rises dramatically when Herochu loading systems enable genuine unattended operation. During a manned day shift, operators load the storage tower with raw sheet inventory, queue cutting programs for the night, and verify that all safety systems are operational. At shift change, lights-out mode activates.
Through the night, the gantry retrieves sheets from the tower according to the queued job list, loads each machine, retrieves finished parts, deposits scrap, and repeats. Material sensors track consumption. If a particular material specification runs out, the system skips remaining jobs requiring that material and continues with the next compatible job in the queue. If an anomaly is detected — a vacuum pressure drop, a double-sheet condition, a safety zone intrusion — the system executes a controlled stop and logs the event for morning review.
When the morning shift arrives, operators find completed part nests stacked in the output zones, scrap skeletons deposited in collection bins, and a detailed production log showing every cycle executed through the night. The machines have produced for an additional eight to twelve hours without labor cost, maintenance intervention, or supervision. This unattended production window effectively adds a full shift’s worth of capacity to the facility without adding personnel, making it the single largest contributor to the system’s return on investment.
Economic Impact and Payback Analysis
The business case for Herochu automatic sheet loading follows a straightforward logic. In a typical two-machine laser cutting cell with manual loading, machine utilization runs between 50% and 60%. Operator time splits between actual material handling and idle waiting during cutting cycles — but during loading and unloading, the machine sits idle.
With automated loading, machine utilization rises to 85% or higher. Each machine effectively gains 25 to 35 percentage points of productive cutting time per shift. Over three shifts, that translates to an additional 6 to 8 hours of cutting capacity per machine per day — the equivalent of adding an entire shift without hiring operators.
The labor component of the payback works in parallel. Two laser cutters with manual loading require two operators (one per machine) or one operator running between machines with inevitable idle gaps. With Herochu automation, one operator supervises both machines — or, in lights-out configuration, the night shift runs with zero operators. Labor savings alone, at typical manufacturing wage and burden rates, recover the system investment within 18 to 36 months depending on shift configuration and local labor costs.
Floor space gains from vertical tower storage contribute a secondary return. Recovering 70% of the material staging footprint — often several hundred square meters in a busy shop — either reduces facility lease costs or frees space for revenue-generating equipment installation. For fabricators in high-rent industrial markets, this space recovery alone can justify a meaningful fraction of the system cost.
Conclusion
The automatic sheet loading system for laser cutting machines that Herochu has developed addresses the single largest productivity constraint in modern sheet metal fabrication: the gap between cutting cycles. By executing all material handling operations in parallel with cutting — retrieving, loading, unloading, and depositing — the system compresses idle time toward zero and raises machine utilization from the 50%–60% ceiling of manual handling to sustained rates exceeding 85%.
The one-to-two configuration, sub-millimeter positioning accuracy, zoned vacuum gripping, and Siemens PLC control architecture combine to deliver a system that integrates into existing laser cutting cells without disrupting established production workflows. For fabricators evaluating automation priorities, the material handling layer offers higher marginal throughput gains per dollar invested than further upgrades to cutting hardware — a calculation that explains why automatic loading systems have become the standard configuration in high-volume laser cutting facilities worldwide.
FAQ
Here are some frequently asked questions about our sheet metal racks and pipe storage solutions. We hope you find them helpful!
Q1: Can I request a custom size or color?
Absolutely. We offer complimentary design services and deliver efficient, tailored solutions to meet your specific requirements.
Q2: Are you a manufacturer or a distributor?
We are a direct manufacturer with over 15 years of industry experience and expertise.
Q3: Is there a minimum order quantity?
No. We welcome orders of any size, starting from a single unit.
Q4: How can I get detailed product information?
Click the “Get a Quote” button to receive product images, detailed specifications, and videos. Our team is always ready to assist.
Q5: How do I provide my storage rack requirements?
Simply share the type, dimensions, and quantity of materials you plan to store, along with any other specific needs. We will develop a professional storage solution for you. Alternatively, leave your contact details for a personalized consultation.
Q6: Do you offer automated loading systems or robotic arms?
Yes. We provide loading robotic arms and integrated loading/unloading systems tailored to your laser cutting machine’s table size and material handling method (e.g., board rack, exchange platform, or material warehouse). Contact us with your details for a customized proposal.
Q7: Do you provide on-site installation and debugging?
Yes. Our technicians can travel to your facility for installation and debugging, ensuring successful operation. We have served clients globally, including in the USA, South Korea, Russia, Qatar, Mexico, South Africa, Egypt, and Lebanon.
Q8: How do you ensure product quality?
Our quality assurance includes:
A team of over 40 technical engineers for professional debugging and support.
A dedicated quality control department compliant with ISO9001 standards.
CE certification for all exports.
Rigorous load testing before shipment to ensure structural safety and reliability.
Q9: Where is your factory located?
Our modern 10,000-square-meter manufacturing facility is located in Jiyang Industrial Park, Jinan, Shandong, China.
Q10: How can I evaluate your company’s capabilities?
We offer virtual video factory tours and warmly welcome on-site visits.
Q11: What does your company specialize in?
Jinan Constant Storage Machinery Manufacturing Co., Ltd. is a high-tech enterprise specializing in the R&D, production, sales, installation, and service of intelligent storage solutions. Our product range includes sheet material warehouses, drawer-style shelves, cantilever racks, servo manipulators, gantry loaders, and fully automated handling systems. Supported by a skilled technical team and advanced equipment, we are committed to delivering high-performance storage products and solutions to customers worldwide.
Customer visit
Herochu has always been adhering to the market-centric approach to meet customer requirements to the maximum extent, and the business philosophy of “creating brands with heart and gaining reputation with sincerity”. It provides customers with high-quality products and services with rigorous military quality, professionalism, and excellence, and has won unanimous praise in the Chinese aerospace, Chinese weapons, Chinese railways, automobile manufacturing, engineering machinery, non-ferrous metal titanium alloy and other industries.

Factory







Hot Selling Machines
-
Gantry Loading and Unloading Manipulator
High-Efficiency Gantry Loading Unloading Robot for Fiber Laser
Read moreRated 0 out of 5 -
Gantry Loading and Unloading Manipulator
Automatic Sheet Loading System for Laser Cutting Machine
Read moreRated 0 out of 5 -
Gantry Loading and Unloading Manipulator
Smart Sheet Material Handling Automation Solution for Laser Cutter
Read moreRated 0 out of 5 -
Gantry Loading and Unloading Manipulator
Heavy-Duty Gantry Loader Unloader for Steel Plate Handling — Herochu Industrial Automation
Read moreRated 0 out of 5 -
Vertical metal sheet racks
Vertical Roll-Out Sheet Metal Storage Rack – Heavy-Duty Industrial Racking System
Read moreRated 0 out of 5 -
Vertical metal sheet racks
Vertical Pull-out Sheet Metal Scrap Rack for Storing Laser-Cutting Waste
Read moreRated 0 out of 5 -
Vertical metal sheet racks
High Density Vertical Roll Out Sheet Metal Rack for Space-Saving Industrial Storage
Read moreRated 0 out of 5 -
Vertical metal sheet racks
Heavy Duty Vertical Roll-Out Sheet Metal Rack for Industrial Workshops
Read moreRated 0 out of 5








Related products
-
Pipe Storage Rack
Long Metal Cargo Cantilever Storage Rack | Roll Out Long Objects Racks
Read moreRated 0 out of 5



Product Categories





