In space-constrained manufacturing workshops and fabrication facilities, the integration of storage systems with overhead crane operations is often the key to unlocking operational efficiency. Traditional cantilever racks can obstruct crane access, forcing facilities to rely on forklifts or other material handling equipment that may not be suitable for the space or the material. To solve this challenge, Herochu has developed Rail-Type Telescopic Cantilever Shelves for Pipes, a specialized storage solution that combines mobile racking density with telescopic arm technology for seamless overhead crane integration.
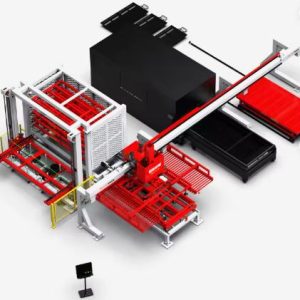
The Rail-Type Telescopic Cantilever Shelves for Pipes represent the ultimate integration of mobile and mechanical functionality. This system features telescopic or extendable cantilever arms combined with rail-based mobile bases, making it perfect for low-height, space-constrained manufacturing workshops where overhead cranes handle inventory. When a specific pipe or tube needs to be retrieved, the mobile base slides along the embedded linear guide rails to open an aisle. Then, the telescopic arms roll or extend out, exposing the material tier completely to vertical crane hooks and vacuum lifters. This allows overhead cranes to lift long rods directly from above without forklift interference, maximizing the utility of existing crane infrastructure.
Like all Herochu mobile racking solutions, the Rail-Type Telescopic Cantilever Shelves for Pipes are built on the single-aisle principle. Multiple rack rows are compressed together, leaving only one dynamic aisle. This eliminates the massive footprint waste associated with traditional fixed shelving, effectively doubling storage capacity within the same building envelope. The system is engineered to handle single-side layer loads ranging from 3 tons to over 6 tons per layer, with total individual unit capacities exceeding 42 tons. Built from high-tensile structural steel with precise welding, the vertical columns and horizontal cantilever arms absorb both standard downward gravitational forces and dynamic shifting stresses during lateral movement and arm extension.

Technical specifications are fully customizable to match specific operational needs. System length options include 6000mm, 9000mm, and 12000mm, with storage layers fully customized based on warehouse ceiling height. The movement mechanism utilizes heavy-duty steel linear guide rails integrated with chains, regulated by advanced PLCs. Vertical lifting speeds reach approximately 9 m/min, while horizontal inlet/outlet speeds reach approximately 12 m/min, all controlled via a sophisticated PLC frequency conversion control system. This ensures smooth, precise movement of both the mobile base and the telescopic arms, preventing sudden jerks that could destabilize the load.
Safety is integrated into every aspect of the system. PLC frequency conversion ensures smooth, soft starts and gradual braking for both lateral movement and arm extension. Photoelectric anti-collision barriers and intelligent laser scanners monitor the active aisle and arm extension path; if an obstruction is detected, the system halts immediately. Mechanical anti-tilt locks engage automatically when the system is in compact configuration, and overload sensors with emergency stops provide additional protection. These safety features are essential for protecting personnel and ensuring reliable operation in busy workshop environments.

Professional installation is critical for the proper functioning of telescopic systems. The structural engineering team conducts an in-depth survey of the concrete floor slab, verifying concrete thickness, compressive strength, flatness, and internal reinforcement. High-strength steel guide rails are laid down and precision-welded, with joints ground flush to prevent vibration. Motorized wheeled carriages featuring polyurethane or forged steel rollers are placed onto the tracks, and the vertical columns with adjustable plug-in cantilever arms are erected over the mobile carriages. Drive chains, electric motors, and the core electrical panel are wired into an integrated central PLC, with technicians performing frequency conversion debugging to ensure smooth operation of both movement and extension mechanisms.
Herochu provides comprehensive, complimentary spatial planning and design services to ensure the system integrates seamlessly with existing overhead crane infrastructure. Cantilever arm lengths, column heights, pitch spacing, and extension mechanisms are tailored to match specific inventory profiles and crane specifications. There is no minimum order quantity, and all structural hardware undergoes meticulous dynamic load testing before dispatch. Manufacturing adheres to ISO9001 standards, and export systems carry full European CE certification. With global on-site installation, system debugging, and staff operational training, Herochu ensures that Rail-Type Telescopic Cantilever Shelves for Pipes deliver reliable, safe, and efficient performance. By optimizing overhead crane operations and maximizing storage density, this system redefines material handling in space-constrained industrial environments.