In the demanding landscape of heavy industrial warehousing, facility managers and logistics directors are constantly challenged to maximize space while maintaining strict safety and operational efficiency. Storing long, bulky, and heavy materials such as steel pipes, stainless steel tubes, copper profiles, and structural sections presents a unique set of logistical hurdles. Traditional static shelving and floor-stacking methods are notoriously inefficient, often leaving up to 40% to 50% of the total warehouse footprint wasted on permanent forklift access aisles. Furthermore, round profiles are inherently prone to rolling, scratching, or bending when stacked incorrectly, leading to costly material degradation and workplace hazards. To overcome these structural and spatial constraints, Herochu has engineered a comprehensive lineup of intelligent high-density storage solutions, with the Rail-Type Pipe Cantilever Rack Systems standing at the forefront of this innovation.
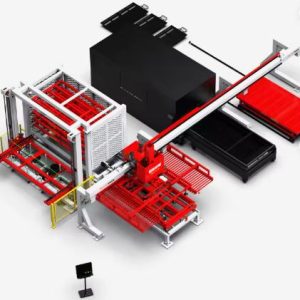
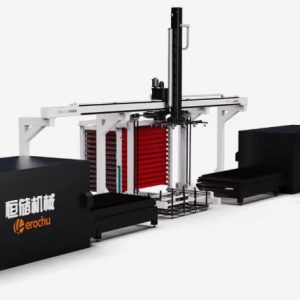
The core engineering philosophy behind the Rail-Type Pipe Cantilever Rack Systems is the elimination of redundant aisles. Unlike traditional fixed cantilever structures that require a dedicated forklift lane between every single rack row, Herochu’s mobile cantilever framework is mounted onto low-profile, high-strength linear guide rails embedded directly into or anchored onto the concrete floor. This single-aisle principle allows multiple rack rows to be compressed tightly together. When an operator needs to access a specific batch of inventory, the racks slide horizontally along the tracks—either manually or through a sophisticated motorized drive—to open up an aisle exactly where needed. This dynamic approach to space management means that distribution centers can effectively double their pipe inventory capacity within the exact same building envelope.
Industrial pipes carry immense weight, and the structural integrity of the storage system is non-negotiable. Herochu’s Heavy Duty Rail-Type Pipe Storage Racks are engineered to handle single-side layer loads ranging from 3 tons to over 6 tons per layer, with total individual unit capacities exceeding 42 tons in high-end configurations like the HC-G9055D. Built from high-tensile structural steel with precise welding, the vertical columns and horizontal cantilever arms are designed to absorb both standard downward gravitational forces and dynamic shifting stresses during lateral movement. This robust construction ensures that the system remains stable and secure, even when fully loaded and in motion.

Tailored specifically for cylindrical material geometries, the Rail-Type Pipe Cantilever Rack Systems feature padded, angled, or rounded cantilever arms that hold pipes securely in place. This prevents the rolling and shifting associated with flat shelving, protecting the surface finish of sensitive materials like stainless steel and copper. By shifting the workshop from unorganized floor-stacking to organized, forklift-accessible vertical management, facilities can drastically reduce material handling times and improve overall workflow.
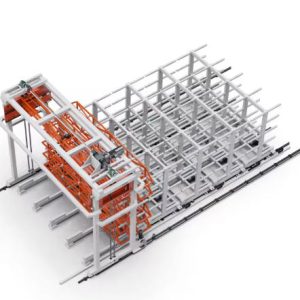
Professional installation is the critical foundation for any high-density mobile rack system. The transition from foundation setup to active warehouse management involves meticulous engineering steps. Herochu’s structural engineering team conducts an in-depth survey of the concrete floor slab, verifying thickness, compressive strength, flatness, and internal reinforcement. High-strength steel guide rails are then laid down, either recessed into cut concrete trenches or surface-mounted using heavy-duty chemical anchors. Rail joints are precision-welded and ground flush to prevent vibration during carriage cross-travel. Motorized wheeled carriages featuring polyurethane or forged steel rollers are placed onto the tracks, and the vertical columns with adjustable plug-in cantilever arms are subsequently erected over the mobile carriages.

Safety is paramount when operating heavy-duty machinery carrying tens of tons of steel. Herochu integrates multiple layers of fail-safe protections into the Rail-Type Pipe Cantilever Rack Systems. PLC frequency conversion ensures smooth, soft starts and gradual braking, minimizing mechanical wear and preventing sudden jerky movements that could cause long pipes to roll out of balance. Photoelectric anti-collision barriers and intelligent laser scanners monitor open active aisles; if a warehouse operator or forklift obstructs the path while the racks are moving, the entire electrical circuit trips instantly, halting lateral movement. Additionally, mechanical anti-tilt locks engage automatically whenever the system rests in a compact configuration, ensuring zero accidental drifting during forklift loading operations. Overload sensors and strategically placed emergency stop buttons provide further layers of protection.
Herochu provides comprehensive, complimentary spatial planning and design services to ensure the system dimensions perfectly fit irregular warehouse spaces. Cantilever arm lengths, column heights, pitch spacing, and color schemes are tailored to match specific inventory profiles and facility constraints. There is no minimum order quantity constraint; industrial solutions are delivered based on project scales, starting from single standalone units up to multi-row fully automated material warehouses. All structural hardware undergoes meticulous dynamic load testing before dispatch, adhering strictly to ISO9001 quality management benchmarks and carrying full European CE certification for export. With a team of over 40 technical engineers overseeing mechanical debugging and providing global on-site installation support, Herochu ensures that every Rail-Type Pipe Cantilever Rack System operates reliably across various global regions, redefining the methodology of industrial material handling.