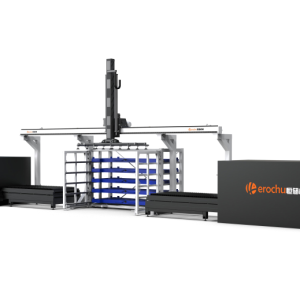
In industrial warehousing and manufacturing environments, storing long, heavy, or irregularly shaped materials like steel pipes, aluminum bars, or structural profiles presents a persistent challenge. Traditional static racks often waste space, limit accessibility, and increase handling time. Enter versatile telescopic cantilever shelves—a dynamic, engineered storage system designed to maximize efficiency, safety, and floor utilization for bulk and bar stock inventory.
Unlike fixed cantilever racks, telescopic models feature arms that extend fully outward—up to 100%—allowing operators or cranes to access every layer without obstruction. This roll-out functionality transforms how facilities manage long materials, turning chaotic floor piles into organized, high-density vertical storage.
Engineered for Real-World Demands
Manufactured from high-strength steel with robust anti-rust surface treatment, these racks support loads of up to 5,000 kg per layer, making them suitable for even the heaviest industrial applications. The structure includes critical safety and stability features:
- Tilted cantilever arms (angled upward by 2°–4°) prevent stored items from sliding off.
- End retainers and base guards stop tubes or bars from rolling during loading or retrieval.
- Reinforced cross bracing—both horizontal and diagonal—enhances torsional rigidity, crucial when handling uneven or off-center loads.
- Extended base frames ensure the center of gravity remains stable, even when fully loaded arms extend outward.
- Heavy-duty anchoring using Grade 8.8 expansion bolts (M12×110) and high-tensile base bolts (M18×290 for heavy-duty models) secures the entire unit to the warehouse floor.
These design elements aren’t just theoretical—they’re battle-tested in metal fabrication shops, pipe distribution centers, and aerospace component warehouses worldwide.

Operational Advantages
- Space Optimization: By eliminating the need for wide aisles (materials are handled vertically via crane), telescopic cantilever racks reduce required floor space by up to 40%. Multiple layers—typically 6+1, customizable—stack vertically without sacrificing access.
- Time Efficiency: No more digging through ground-level stacks to find a specific length of tube. With full extension, every item is visible and reachable in seconds. Crane operators can lift directly from rack to machine, cutting handling time by half.
- Inventory Organization: Store materials by type, diameter, alloy, or length. Optional trays or dividers help manage cut-offs, remnants, or small-batch leftovers—reducing waste and improving material traceability.
- Flexibility: Available in single-sided or double-sided configurations. Arm lengths range from 550 mm to 800 mm, with overall storage spans accommodating materials from 6 to 12 meters—fully customizable to your facility’s needs.
- Scalability: Start with one unit and expand as demand grows. Modular design allows seamless integration into existing warehouse layouts.
Ideal Applications
- Metal Service Centers: Organize carbon steel, stainless, or aluminum bars by grade and size.
- Pipe & Tube Distributors: Store seamless, welded, or galvanized pipes without bending or surface damage.
- Machinery Workshops: Keep mandrels, rollers, shafts, and tooling rods accessible yet secure.
- Construction Material Yards: Efficiently manage rebar, angle iron, or I-beams near cutting stations.
Backed by a 5-year warranty and manufactured by Jinan Constant Storage Machinery—a CE-certified, audited Chinese factory with R&D capabilities—these racks represent a long-term investment in operational excellence. With low MOQ (1 set) and customization options, they’re accessible to both SMEs and large enterprises.
For facilities tired of cluttered floors and inefficient material searches, versatile telescopic cantilever shelves offer a proven path to leaner, safer, and smarter storage.