

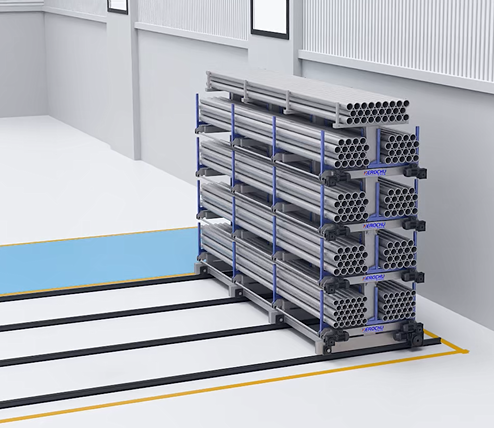
When it comes to storing heavy, lengthy materials like steel pipes, aluminum profiles, copper bars, and other elongated industrial goods, standard shelving units fall short. The High Bearing Capacity Rail-Type Telescopic Cantilever Rack emerges as a specialized solution engineered to handle extreme weights while maintaining ease of access and spatial efficiency. This comprehensive guide explores how this advanced racking system is redefining heavy-duty storage across global industries.
Understanding the Demands of Heavy-Duty Storage
Heavy-duty storage isn’t merely about holding weight; it’s about doing so safely, efficiently, and sustainably. Industries dealing with metallic pipes, structural beams, and reinforcement bars require storage systems that can withstand dynamic loads, resist environmental degradation, and facilitate quick retrieval without compromising worker safety. Traditional static racks often struggle with these demands, leading to structural fatigue, inefficient space usage, and increased risk of accidents.
The Rail-Type Telescopic Cantilever Rack addresses these challenges head-on. Designed with reinforced uprights, braced cantilever arms, and a stabilized ground rail foundation, this system offers unparalleled strength and reliability. With load capacities reaching up to 250,000 kg per system and individual layer ratings of 3 to 5 tons, it stands as one of the most robust storage solutions available today.
Core Features Driving Performance
At the heart of the High Bearing Capacity Rail-Type Telescopic Cantilever Rack lies its innovative mechanical design. The system utilizes a linear guide rail paired with chain drive transmission, ensuring precise and synchronized movement even under maximum load conditions. This dual-mechanism approach minimizes wear and tear, extends equipment lifespan, and maintains consistent performance over years of intensive use.

Notable technical highlights include:
- Vertical Lifting Speed: 9 meters per minute, enabling rapid elevation adjustments for multi-level storage configurations.
- Horizontal Travel Speed: 12 meters per minute, facilitating swift positioning for loading and unloading operations.
- Single Ground Rail Architecture: Reduces infrastructure complexity while enhancing structural stability.
- Customizable Floor Counts: Adaptable to various ceiling heights and storage density requirements.
- Foldable and Anti-Rust Design: Protects against corrosion in humid or chemically aggressive environments.
Moreover, the inclusion of ESD protection makes this rack suitable for facilities storing sensitive electronic conduits or coated materials prone to static damage. Optional plate supports provide additional reinforcement for unusually shaped or oversized items, ensuring comprehensive versatility.
Space Efficiency Without Compromise
One of the most compelling advantages of the Rail-Type Movable Pipe Fitting Storage Rack is its ability to consolidate storage into minimal floor space. By operating on a single shared rail, multiple rack units can be aligned closely together, requiring only one access aisle for the entire row. This configuration can increase storage density by up to 70% compared to traditional fixed cantilever systems.
For warehouses with height restrictions, this system proves invaluable. Unlike automated vertical lift modules that demand substantial overhead clearance, the telescopic cantilever design operates effectively in low-ceiling environments while still delivering high volumetric utilization. The result? More stored materials per square foot without sacrificing accessibility or safety.
Industry Applications and Case Studies
Construction material distributors, pipeline manufacturers, and metal fabrication shops have widely adopted Rail-Type Pipe Cantilever Rack Systems to streamline their operations. In one notable case, a European steel distributor replaced its legacy floor-stacking method with a Herochu HC-G6053 installation. Within six months, the company reported a 40% reduction in labor hours spent on inventory retrieval, a 30% decrease in material damage incidents, and a 25% increase in usable warehouse space.
Similarly, an Asian automotive parts manufacturer utilized the system to store long chassis components and exhaust pipes. The enhanced visibility and organization provided by the cantilever arms allowed for just-in-time inventory practices, reducing carrying costs and improving production line responsiveness.

Safety, Compliance, and Sustainability
Safety remains paramount in heavy-duty storage environments. The High Bearing Capacity Rail-Type Telescopic Cantilever Rack incorporates multiple safety features, including overload sensors, emergency stop mechanisms, and anti-tip bracing. Certified to CE and ISO standards, the system adheres to rigorous international safety protocols, giving operators peace of mind.
From a sustainability perspective, the rack’s durable construction and corrosion-resistant coatings extend its service life, reducing the frequency of replacements and minimizing waste. Additionally, improved space efficiency means fewer new warehouse constructions are needed, lowering the overall carbon footprint associated with industrial expansion.





















