

In modern industrial logistics and warehouse management, the efficient storage of long, bulky materials—such as steel pipes, metal bars, aluminum profiles, and sheet stock—is a persistent challenge. Traditional pallet racking systems often fall short when it comes to accommodating irregularly shaped or oversized inventory. This is where heavy-duty warehouse cantilever racking systems step in as a purpose-built solution. Designed specifically for industries that handle extended loads, these systems combine structural integrity, modularity, and operational flexibility to maximize space utilization while ensuring safety and accessibility.
What Is a Heavy-Duty Cantilever Racking System?
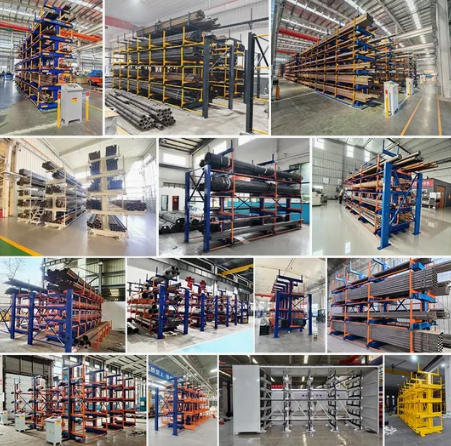
A cantilever racking system consists of vertical columns anchored to a robust base, with horizontal arms extending outward to support long materials without front obstructions. Unlike conventional shelving, there are no vertical uprights between storage levels, allowing unimpeded access for cranes, forklifts, or overhead handling equipment. The “heavy-duty” designation refers to its capacity to support substantial loads—often exceeding 5 metric tons per layer, with some configurations rated for up to 100,000 kg per shelf when engineered appropriately.
These racks are typically constructed from high-strength carbon steel, featuring powder-coated finishes for corrosion resistance and durability in demanding environments like steel mills, pipe fabrication plants, and construction material warehouses.
Key Structural Components
- Columns: Thickened, reinforced vertical supports that bear the primary load.
- Fixed and Movable Arms: Provide customizable spacing; in telescopic models, arms can extend outward.
- Stabilizing Rods: Enhance lateral rigidity and prevent sway.
- Transmission Mechanisms (in automated versions): Include sprockets, chains, and gear racks for controlled arm extension.

Why Choose Cantilever Over Standard Racking?
- Unobstructed Access: No front columns mean full visibility and easy loading/unloading.
- Adaptability: Arm lengths and heights can be adjusted to suit varying material dimensions—from 6m to 12m long pipes or sheets.
- High Load Capacity: Ideal for dense, heavy inventory like rebar bundles or rolled steel coils.
- Space Optimization: Vertical stacking of long items reduces floor footprint compared to ground stacking.
Industrial Applications
Heavy-duty cantilever racks are widely used in:
- Steel service centers
- Pipe and tube manufacturing facilities
- Lumber and timber yards
- Aerospace component storage
- Automotive frame production lines
For example, a pipe distributor storing 9-meter seamless steel tubes can organize inventory vertically across 4–5 layers, each holding multiple bundles, dramatically increasing storage density without sacrificing retrieval speed.
Customization & Integration
Manufacturers like Jinan Constant Storage Machinery Manufacturing Co., Ltd. offer tailored solutions based on warehouse layout, ceiling height, forklift reach, and material specifications. Options include:
- Manual or electric telescopic arms
- Custom colors for visual coding
- Sheet support devices for delicate metal sheets
- Integrated safety locks to prevent accidental arm retraction
Conclusion
Investing in a heavy-duty warehouse cantilever racking system isn’t just about storage—it’s about operational efficiency, workplace safety, and scalable logistics. With precision engineering, high-capacity design, and modular flexibility, these systems are indispensable for any facility managing long, heavy, or irregularly shaped materials. Whether you’re storing aluminum extrusions or structural steel beams, a well-designed cantilever rack ensures every inch of your warehouse works harder and smarter.























