

Industrial warehouses are often plagued by a common dilemma: the need to store increasingly large and heavy inventories within limited square footage. Traditional racking solutions struggle when faced with long bars, oversized panels, and heavy and untypical goods. The result is often a chaotic warehouse floor, inefficient use of vertical air space, and compromised safety. The solution to this spatial crisis lies in the innovative design of the Double Tower for sheet metal storage, a specialized system engineered to handle the most demanding inventory profiles while reclaiming valuable floor real estate.
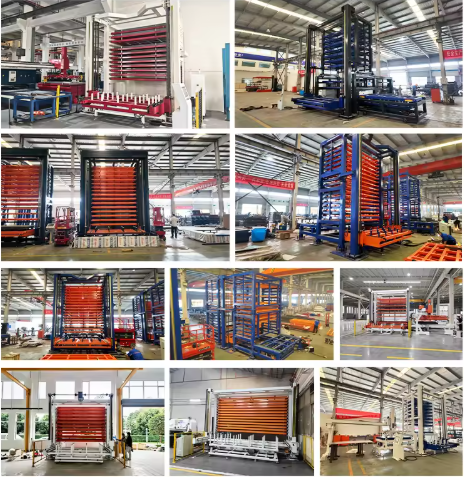
The fundamental architecture of the Automatic Twin-Tower Sheet Metal Storage System sets it apart from conventional shelving. By organizing inventory into two distinct vertical columns, the system creates a high-density storage environment that leverages height rather than width. This configuration is particularly effective for facilities dealing with materials that exceed standard dimensions. With the capability to store items up to 12 meters in length and support loads reaching 8,000 kg per shelf, this system is the definitive answer for heavy and untypical goods storage. Whether the inventory consists of massive steel plates, long aluminum extrusions, wooden panels, or plastic sheets, the double tower accommodates them securely and efficiently.
One of the primary advantages of the double tower design is the dual-sided access it provides. In a typical single-column setup, loading and unloading often compete for the same aisle, creating traffic congestion and delaying operations. The double tower resolves this by allowing access points on both sides of the unit. On one side, a forklift or overhead crane can deposit raw materials into the system. Simultaneously, on the opposite side, an operator or an automated feeder can retrieve the specific sheet needed for production. This parallel processing capability drastically reduces cycle times. For bulky items that are difficult to maneuver, this ergonomic layout means less twisting, turning, and risky repositioning, leading to a smoother, safer workflow.
The protection of goods is another critical benefit of transitioning to an Intelligent Sheet Metal Rack Warehouse. In traditional open-floor storage, materials are exposed to forklift traffic, falling debris, and environmental contaminants. Sheets stacked on the ground are prone to scratching and bending, which can render them unusable for high-precision laser cutting. The automated system encloses the inventory in a structured, protected environment. Each shelf is designed to support the material evenly, preventing sagging or warping over time. The Automated Sheet Metal Rack Steel Plate Automatic Lifting Library ensures that items are handled gently by the mechanical lift, eliminating the rough handling associated with manual forks. This careful treatment preserves the surface quality of the metal, reducing rejection rates and ensuring that the final fabricated product meets stringent quality standards.
Real-time control and inventory visibility are integral to the system’s operation. Managed by a robust PLC and a user-friendly touch screen interface, the system offers classified visual management of all stored plates. This means that operators do not need to physically search through stacks to find a specific item. The system knows exactly where every piece is located, its weight, dimensions, and material type. The feature of automatic weight detection adds a layer of verification that is often missing in manual processes. When new stock arrives, the system weighs it automatically, ensuring that the inventory records match the physical reality. This accuracy is vital for cost estimation and production planning, preventing costly errors caused by using the wrong material grade or thickness.
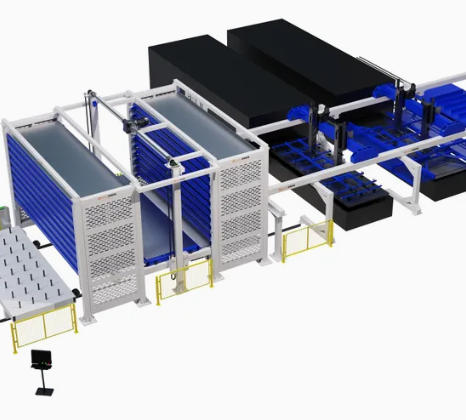
Integration with existing infrastructure is seamless. The Automated Storage and Retrieval for Laser Cutting ecosystem is designed to play well with others. It can connect directly to a facility’s ERP or WMS software, providing up-to-the-minute data on stock levels and location. Furthermore, it can coordinate with other warehouse machinery, such as stacker cranes, manipulators, and fiber laser cutting machines. This connectivity transforms the storage unit from a passive repository into an active participant in the production line. For example, when a laser cutter finishes a job, the system can automatically retrieve the next plate required for the subsequent job, keeping the machine running at peak utilization.
The specifications of these systems highlight their versatility. Models like the HC-A3015 offer customizable heights ranging from 5 to 15 meters, allowing businesses to adapt the system to their specific building constraints. The mode of movement, utilizing linear guide rails combined with chain drives, ensures stable and precise positioning even under maximum load. With vertical lifting speeds of 9 meters per minute and horizontal transfer speeds of 12 meters per minute, the system moves materials quickly without sacrificing safety. The load capacity per layer can be configured for 3 tons or 5 tons, accommodating a wide range of industry needs.

From an economic standpoint, the Automated sheet metal storage systems offer a compelling value proposition. The reduction in floor space usage is immediate and significant. By stacking inventory vertically, companies can free up acres of floor space that can be monetized through expanded production capacity or reduced facility leasing costs. Additionally, the reduction in labor hours required for material handling translates directly into lower operational expenses. The system minimizes the risk of workplace injuries associated with manual lifting and forklift accidents, potentially lowering insurance premiums and reducing downtime due to accidents.
In summary, for industries grappling with the challenges of storing long bars and heavy and untypical goods, the Double Tower for sheet metal storage presents a superior alternative to traditional methods. It combines space-saving density with enhanced protection, ergonomic accessibility, and intelligent control. By adopting this technology, warehouses transform from cluttered storage areas into streamlined, efficient hubs of productivity. As the demand for faster turnaround times and higher quality finishes grows, the role of intelligent, automated storage becomes increasingly central to the success of modern manufacturing enterprises.





















