When Your Laser Cutter Sits Idle, You’re Not Just Losing Time—You’re Bleeding Margin
Automated Sheet Metal Loading & Unloading Systems for Laser Cutting | Starting at $13,999 | CE & ISO 9001 Certified | Fits 2m × 6m Sheets
That 6kW fiber laser you invested in was supposed to revolutionize throughput. Spec sheet promised 60 meters per minute cutting speed, 24/7 operation, lights-out manufacturing potential. Instead, your operator spends forty minutes of every hour wrestling with sheet stacks, repositioning warped plates, and digging cut parts out of the skeleton. The laser itself runs maybe 35% of the shift. You’ve got the racecar engine but you’re stuck in traffic.
Herochu’s automated loading and unloading system doesn’t just connect to your laser—it uncorks it. By synchronizing material delivery, sheet positioning, and finished part extraction, we’ve seen shops push actual cutting time past 85%. At $150/hour operating cost, that difference is $12,000 per week per machine. The math isn’t complicated.
The Manual Loading Tax: Why “Saving Money” Costs You Everything
Let’s dismantle the myth that manual handling is cheaper. An experienced operator earning $28/hour (loaded cost: $42/hour) spends an average of 12 minutes loading a 4×2-meter sheet, 8 minutes unloading cut parts and scrap, and another 5 minutes cleaning the slats and prepping for the next cycle. That’s 25 minutes per sheet. Run twenty sheets per shift? You’ve paid that operator $350 to not cut metal.
The hidden costs bite deeper. Manual placement variance means inconsistent edge starts—some sheets sit 2mm off, others 5mm, forcing programmers to add micro-leads that waste material. A shop in Indiana calculated they scrapped $18,000 in sheet stock annually from positioning errors alone. Then there’s the injury risk: back strains from lifting, hand injuries from sharp edges, the occasional dropped sheet that becomes a $4,000 write-off. Workers’ comp premium for metal fabrication averages 7.5% of payroll—automate the heavy handling and you can negotiate that down to 5%.
How the System Actually Works: Not Robots, but Engineered Choreography
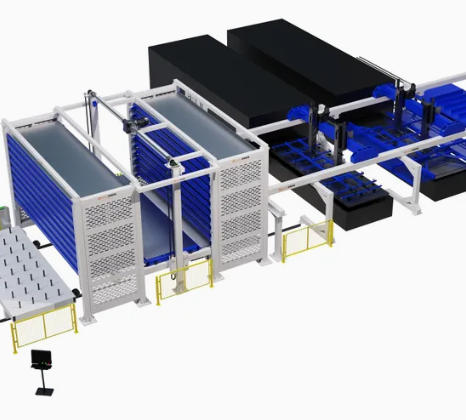
Herochu’s system isn’t a generic robot arm bolted to the floor. It’s a purpose-built material flow machine designed around the laser’s rhythm. The process starts at the raw sheet storage tower—a vertical cassette holding up to 15 sheets (configurable) of varying thicknesses. Each cassette position includes magnetic separators that prevent double-sheet pickup, a critical fail-safe when dealing with oily, sticky plasma-cut blanks.
Loading Sequence:
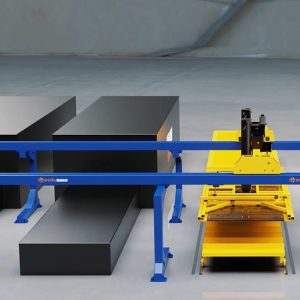
- Vacuum Array Engagement: A gantry-mounted vacuum frame (sized to your maximum sheet dimensions) descends onto the top sheet. Twenty-four independent vacuum zones activate, but the system only lifts if all zones achieve 20+ inHg. Lose vacuum on one zone? The system aborts, preventing dropped sheets.
- Precision Transport: The gantry travels on linear guides rated for 5,000kg dynamic load, moving at 30 meters per minute—fast enough to stay ahead of the laser but smooth enough to not jar the sheet. Positioning accuracy: ±0.5mm, repeatable.
- Slat Bed Placement: As the sheet approaches the cutting bed, pneumatic fingers extend to support the leading edge, preventing sag. The vacuum frame releases in a programmed sequence, laying the sheet flat onto the slats without scratching. Total cycle time: 45 seconds.
Unloading Sequence: While the laser cuts the next sheet, the unloading gantry (a separate system to avoid bottlenecks) removes the finished skeleton and parts. It uses a comb-style gripper that slides between slats, lifting from underneath to avoid marring polished surfaces. Cut parts drop into a sorting bin; scrap drops onto a conveyor that feeds a bin or shredder. The slat bed gets a blast of compressed air to clear debris. Total cycle time: 60 seconds.
The synchronization is the key. Both gantries operate in parallel, not sequence. While one loads, the other unloads. The laser sees maybe 90 seconds of downtime between sheets—just enough for pierce point cooldown and program changeover.

Specifications That Matter to Your Process Engineer
Dimensional Range:
- Sheet Size: Standard configuration handles 1500×3000mm up to 2000×6000mm. Need to handle 2500×8000mm ship plate? We’ll extend the gantry travel and reinforce the frame. Minimum sheet size: 500×500mm (smaller requires fixturing).
- Thickness: 0.5mm to 25mm in steel. Aluminum and stainless capacity adjusts automatically via vacuum pressure modulation.
- Weight: Maximum single-sheet lift: 3,000kg. The gantry structure is stress-analyzed for dynamic loading; we won’t sell you a system that creaks when lifting 20mm plate.
Performance Metrics:
- Cycle Time: 45 seconds load, 60 seconds unload (parallel operation)
- Positioning Accuracy: ±0.5mm repeatability, ensuring consistent edge starts
- Uptime: System designed for 95% availability, with MTBF of 2,000 hours on vacuum pumps and 5,000 hours on linear bearings
- Noise Level: <75 dB during operation—quieter than your dust collector
Power & Air:
- Electrical: 380–480V 3-phase, 15 kW peak demand (mostly during gantry acceleration)
- Compressed Air: 6 bar, 500 L/min for blow-off and pneumatic fingers
Control Integration: The PLC isn’t an isolated brain. It talks to your laser’s CNC via Ethernet/IP or Profinet, receiving “ready for load” and “cut complete” signals. The HMI runs on a 15-inch touchscreen, showing real-time vacuum status, gantry position, and maintenance alerts. Want to integrate with your MES? We’ll provide the Modbus TCP map; your IT team can pull cycle counts, sheet usage, and uptime data directly into your production tracking.
Customization: Because Your Shop Isn’t a Catalog Photo
That $13,999 starting price anchors a single-sided system for 2×4-meter sheets, 500kg capacity, integrated with one laser. But nobody buys off-the-shelf.
Configuration Options:
- Single vs. Double-Sided Loading: Single-sided butts against a wall, feeding one laser. Double-sided straddles two machines, halving your footprint. A shop in Phoenix runs a double-sided system serving two lasers back-to-back; operators load cassettes from the aisle while both cutters run full-tilt.
- Multi-Tower Storage: Need to store five different sheet thicknesses? We’ll add a second or third cassette tower, each holding 10-15 sheets. The gantry automatically selects from the programmed material callout in your NC file.
- Remnant Handling: This is where automation gets clever. After cutting, the system weighs the remaining skeleton. If it’s above your scrap threshold (say, 50kg), it returns the remnant to a dedicated cassette for later use. Below threshold? It drops it in the scrap bin. One Ontario fabricator saved $34,000 in six months by reusing remnants that previously went straight to recycling.
- Slat Cleaner: Manual slat cleaning kills weekends. Add our automated slat cleaning attachment—a rotating brush that traverses the bed between sheets, clearing dross and extending slat life by 3x.
- Part Sorting Conveyor: For high-mix production, the unloading gantry can drop individual cut parts onto a branching conveyor that sorts by part number into separate bins. Kiss manual sorting goodbye.
Color & Branding: Orange and blue are standard, but we’ll powder-coat to match your corporate colors. One automotive supplier had us paint the system in their signature red and added their logo to the gantry—because even automation should look on-brand.
Integration: Making It Play Nice With Your Existing Laser
You’ve got a Bystronic, Trumpf, Amada, Mazak, or a Chinese fiber laser—doesn’t matter. The integration protocol is standardized. We need three signals from your laser: “Cycle Start,” “Cut Complete,” and “Fault.” We send two back: “Load Complete” and “Unload Complete.” Our field engineer visits during installation, maps the I/O, and tests 20 cycles before signing off.
For fiber lasers with shuttle tables, we integrate with the shuttle position sensors to ensure the gantry never enters the cutting zone while the shuttle moves. Safety light curtains (SIL 2 rated) bracket the loading zone, stopping all motion if an operator steps into the envelope.
One integration challenge: sheet flatness detection. We include a laser distance sensor that maps the sheet topography before loading. If it detects a 5mm+ warp, it alerts the operator to flatten the sheet manually—prevents vacuum loss mid-lift. This feature alone saved a Wisconsin shop from a dropped 15mm plate that would have trashed a $12,000 cutting head.

The ROI Nobody Talks About: 18-Month Payback is Cons
Most ROI calculators stop at labor savings. They’re missing the bigger picture.
Direct Savings:
- Labor: One operator runs two lasers instead of one. At $42/hour, that’s $87,000 annually per eliminated position.
- Material: ±0.5mm positioning reduces scrap by 2-3%. On $200,000/month sheet purchases, that’s $60,000 back per year.
- Laser Utilization: Jump from 35% to 85% cutting time. Your $500,000 laser now produces like a $1.2M machine. That’s $700,000 in avoided capital expenditure.
Indirect Wins:
- Quality: Consistent placement means consistent cut quality. Fewer reworks, fewer customer rejections. A Minnesota fabricator saw defect rates drop from 3% to 0.8% after automation.
- Safety: Zero lifting injuries in 24 months of operation. Insurance premium reduction averaged $8,000/year for our customers.
- Morale: Operators stop quitting because they’re tired of being human cranes. Turnover dropped 40% at a Texas shop post-installation.
Real customer data: A job shop in North Carolina with a single 4kW laser automated in Q1 2023. By Q3, they had booked $280,000 in additional work because they could promise 48-hour turnarounds—something impossible when loading consumed half the shift. The $18,500 system (they added a second cassette) paid back in 11 months.
What You Actually Get in the Crate
The $13,999 base system ships as a modular kit:
- Gantry Frame: Welded steel, stress-relieved, powder-coated. Pre-assembled with linear guides and drive motors.
- Vacuum Frame: Aluminum extrusion with 24 vacuum pods, pneumatic slide mechanism, vacuum pump (5.5kW rotary vane, 40m³/h).
- Control Cabinet: PLC, HMI, VFDs, safety relays. Pre-wired; you connect power and air.
- Cable Chain: Igus energy chain for cable management, rated for 1 million cycles.
- Safety Light Curtains: Sick or Pilz, 2-meter protective height, SIL 2.
- Installation Kit: Anchor bolts, shims, laser alignment tool, torque wrench.
What you don’t get: sheet cassette tower (add $2,800), unloading gantry (add $5,500), or integration service ($1,200/day). Most customers bundle these; a complete single-laser system lands around $22,000.

Maintenance: Keep It Running Without a Service Contract
We offer service contracts ($3,600/year), but you don’t need one. The system is designed for self-maintenance:
- Vacuum Pump: Oil change every 2,000 hours (manual included). Filter change every 500 hours.
- Linear Guides: Wipe down weekly with a lint-free cloth. No lubrication needed— they’re sealed for life.
- Belts and Chains: Inspect monthly for tension. Adjustment takes five minutes with a wrench.
The PLC logs cycle counts and alerts at 1,900 hours (before the 2,000-hour pump service). We ship spare vacuum pods, seals, and a belt kit with every system. If something fails, our engineer video-calls you through the swap—usually resolved in under an hour.
Applications: Not Just Flat Sheets
While marketed for sheet metal, we’ve adapted this system for:
- Plastic Sheet: Acrylic, polycarbonate for signage. Added static dissipation bars.
- Composite Panels: Honeycomb panels for aerospace. Gentler vacuum and foam pod inserts.
- Perforated Mesh: Stainless steel mesh for filtration. Special gripper fingers instead of vacuum.
- Wood Panels: MDF for furniture. Added dust extraction at load station.
The control logic adjusts automatically based on material selection at the HMI. Operators can’t accidentally use full vacuum on a 3mm acrylic sheet and implode it.
The Herochu Difference: We Understand the Laser, Not Just the Gantry
Most automation vendors sell you a robot. We sell you a cutting cell. Our engineers have installed systems on 17 different laser brands. We know that Trumpf lasers need a 3-second delay after vacuum release to avoid sheet shift. We know Bystronic’s shuttle position feedback is sometimes 50ms delayed, so we build in a safety window. We know Chinese fiber lasers often lack proper I/O documentation, so we bring our own signal tester and map it on-site.
This expertise means installation takes 2 days, not 2 weeks. Training takes 4 hours, not 40. And the system works on day one—not after three months of debugging.
Ordering Timeline: From Quote to Cutting
- Day 1: You send laser model, sheet sizes, and facility photos. We return a 3D layout and quote.
- Day 3: You approve; we send foundation drawings (if needed) and electrical specs.
- Day 10: You pour footings (if required) and prep electrical drop.
- Day 30: System ships from Hebei (custom) or LA inventory (standard).
- Day 45: Installation and integration. We cut 20 test sheets with your production files.
- Day 46: Your operator runs the first solo shift.
Bottom Line: Stop Buying Laser Power You Can’t Use
That 10kW fiber laser is a paperweight if it’s waiting on a human to load sheet. Herochu’s automation system doesn’t just move metal—it unlocks capacity you’ve already paid for but can’t access. At $13,999, it’s the cheapest way to double your laser’s output without buying a second machine.
Request a layout. We’ll show you exactly how many square meters you’ll reclaim and how many hours you’ll recover. The metrics don’t lie.
Contact Herochu Automation Systems: Send your laser model and typical sheet sizes for a customized 3D layout and ROI calculation within 24 hours. Integration support available worldwide.