Managing long pipes—whether carbon steel, stainless, or aluminum—in high-volume industrial settings demands more than just racks; it requires an intelligent, fully automated ecosystem. Our Fully Automatic Pipe Tower Type Storage System delivers exactly that: a high-density, high-speed vertical storage solution engineered for reliability, safety, and seamless integration into modern pipe processing workflows.
Standing 8 to 13 stories tall, this tower system utilizes vertical space efficiently, accommodating pipe lengths from 6 meters up to 8.9 meters across multiple standardized platform sizes (6015/6020/6025mm). Each level supports 3 to 5 metric tons, making it suitable for both lightweight aluminum conduits and heavy-walled structural tubes. The result? A 70% reduction in floor footprint compared to traditional horizontal racking.
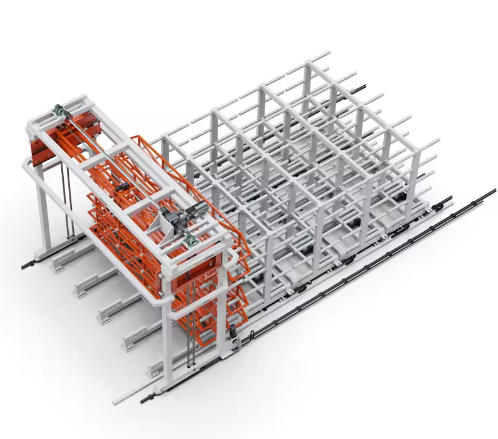
The system’s motion architecture combines linear guide rails for horizontal stability and a heavy-duty chain transmission for vertical lift, achieving impressive speeds: 9 m/min upward/downward and 12 m/min for loading/unloading. This performance ensures that even during high-demand shifts, pipe retrieval never becomes a production bottleneck.
At the core is an automated gantry loader that interfaces directly with incoming conveyors or outbound CNC pipe benders, saws, or threading machines. Using real-time data from your inventory management software, the system locates, extracts, and delivers the exact pipe specification needed—without human intervention. Optional vision systems can verify diameter, coating, or batch markings before dispatch.

A major strength lies in its customizable pipe support mechanisms. Choose from V-blocks, cradles, or segmented rollers based on your pipe geometry. These supports prevent rolling, minimize contact stress, and protect surface finishes—critical for applications in food processing, pharmaceuticals, or architectural installations where aesthetics matter.
As a vertically integrated manufacturer-trader, we control every aspect of production—from steel sourcing to final assembly. Each tower undergoes stress simulation, load cycling, and safety interlock testing before approval. Certifications include CE, ISO 9001, and local industrial compliance marks, ensuring global deployability.
We emphasize client-specific adaptation. Whether your factory has low ceiling height, limited aisle width, or unique pipe mix (round, square, rectangular), our engineers will tailor layer count, support spacing, and control logic accordingly. Pre-production prototypes are available for functional validation.

After-sales service is localized and responsive. Our technical teams offer remote troubleshooting, on-site maintenance contracts, and operator certification courses. Common wear parts—chains, bearings, limit switches—are stocked regionally for <72-hour replacement.
Industries like HVAC, shipbuilding, oil & gas, and water infrastructure rely on this system to maintain just-in-time pipe availability while reducing handling damage by up to 25%. It also enhances worker safety by eliminating manual lifting of heavy, awkwardly shaped loads.
In conclusion, the Fully Automatic Pipe Tower Type Storage System represents the convergence of industrial strength and digital intelligence. It’s not just about storing pipes—it’s about creating a fluid, error-free material pipeline that drives productivity, quality, and competitiveness in demanding global markets.